
Composite Repair
Composite Repair
With over 50 years of combined experience in composite laminating and repairs in the motorsport, aerospace and yacht building industries, Comptech Engineering Ltd is an industry leader in composite repair.
Our services in this category range from minor bodywork repair to full structural modifications and repairs, such as chassis, gearboxes and other class A safety structures.
All structural repairs carried out are checked and inspected by Phil, our head of Non-Destructive Testing (NDT) to ensure the component meets its design requirements.
Impact
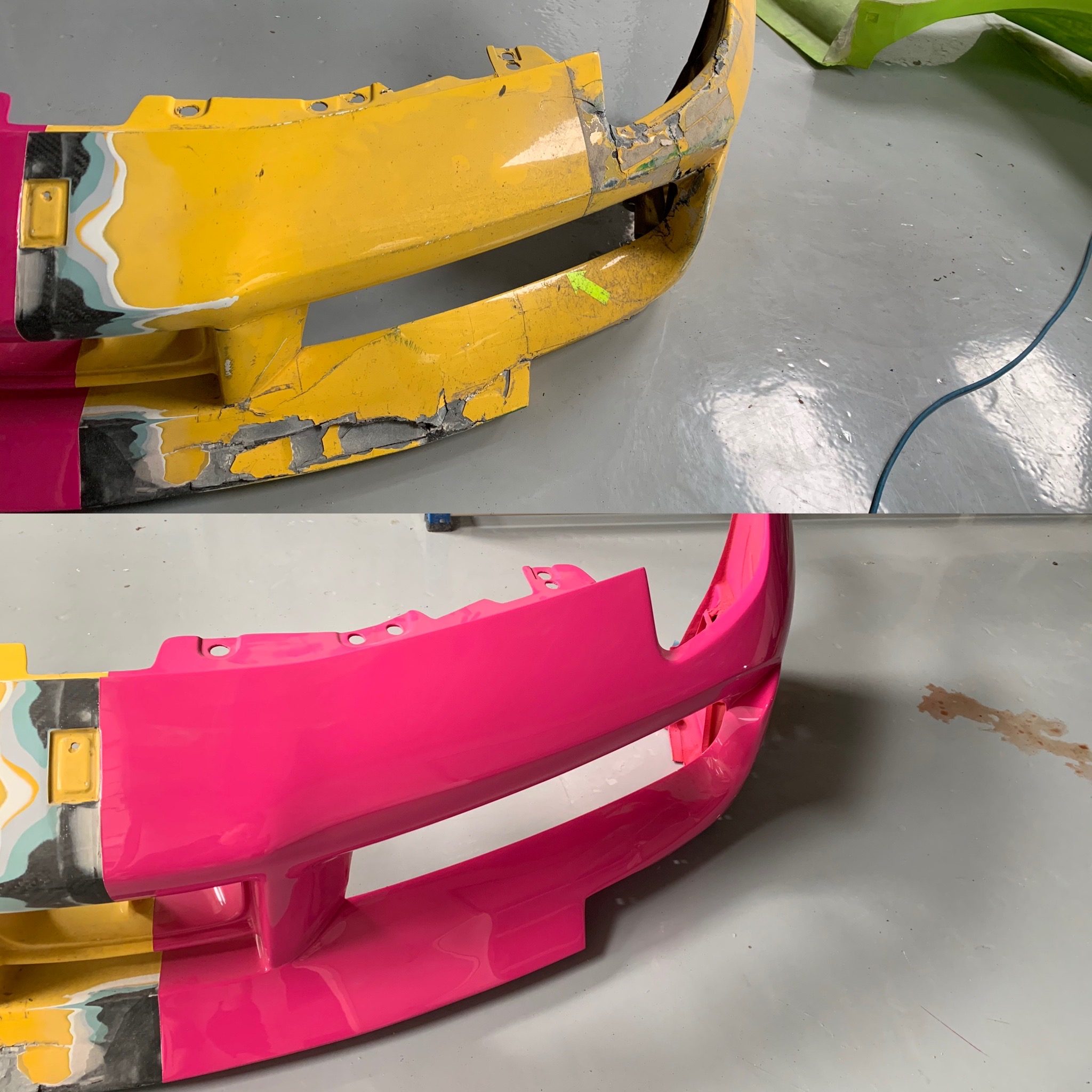
Fibre reinforced composite damage is usually the result of heavy impact. High and low impact can result in significantly different damage patterns for any given composite component. The bumper pictured to the left is an example of a severe impact, and then what it would look like on completion of all repairs.
We are equipped to do all forms of composite repair, but the Bumper shown on the left is made out of carbon fibre.
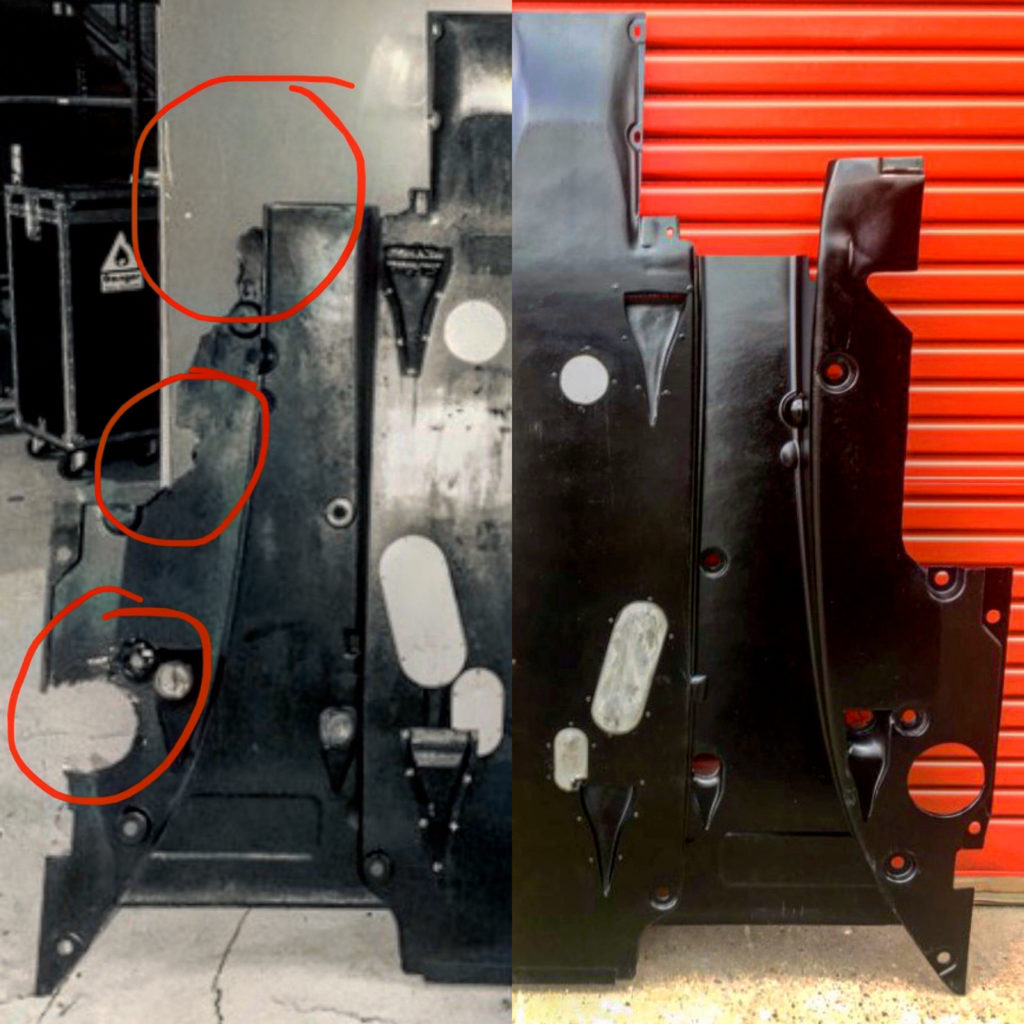
In the case of any typical composite repair, we would begin by thoroughly visually inspecting the component, NOT just the damaged area, this is to ensure that the impact didn’t transfer load into other areas of the component causing stress fractures or breaks. Next we would clean rough areas where the component is broken and cut away any damaged/weak areas to ensure we have a solid base to work with. Once the areas are clean and we are satisfied they are prepared sufficiently, we would begin to template a new sections if missing, or wax sheet any big gaps enabling us to wet laminate the inside of the component (see below pictures of large missing sections, which would undergo this process). Once the composite laminate is cured, we would proceed to re-prep the area ready to laminate onto the outside of the component, this will add strength, give more structural support and allow for a better finish. After this we do offer a respraying service if the customer would like it.



De-Lamination
In monolithic laminates the underlying damage can extend to a much larger area than the visible evidence on the surface. Composite components and structures can also suffer from sub surface de-lamination which is not visible from the surface. These de-laminations can be detected using NDT ultra-sonic methods allowing the full extent of the de-lamination to be mapped and repaired.
Using ultrasonic equipment we assess how deep the de-laminations are. Then we drill very small holes to the depth of the de-lamination allowing us to accurately resin-inject the area. This area is then re-inspected using ultrasonic methods to confirm that the repair has been carried out successfully.
Punctures/Heat Damage/Fretting
In sandwich structures, impact results in dents of various sizes, and depending on the energy levels puncture damage is not unusual. In the case shown on the left, external and internal skins may be damaged. Other common damage types include heat damage and local damage to mechanical fixture areas. The heat damage is caused by the exposure to high temperatures which can cause blistering and bubbling which de-laminates the local area, for example around exhaust exits. The mechanical fixture area damage is cause by stresses at the contact surfaces of the composite structure with a bolt or rivet. This could result in elongation of a hole, the laminate to split, or fretting to the upper plies.
Heat affected zones can be treated using a couple of different methods depending on the severity of the damage and type of composite material used. For blistering, small to medium bubbles may be injected with a low viscosity high-temperature resin, or for badly blistered areas we can remove the damaged area and scarf in new high-temperature laminate
Contamination
Damage can also be caused through contamination, when composite materials come into contact with lubricants, fuel, hydraulic fluids, battery acid, and numerous other chemicals. The presence of these fluids may result in further deterioration of the mechanical performance and structural integrity of the component/structure. You can see from the picture displayed to the right that contamination is usually on clearly visable.
When dealing with contamination as we have on this sports car, the first process we do is establish exactly what has contaminated the composite material. Once we know exactly what is on the component we can then either neutralise the contaminant and work with what we have, or in some cases, it is necessary to remove all contaminated composite material. Once the material is removed we would then proceed to reinstate all removed composite material to original specification and design. Once completed an NDT ultrasonic bond check would be performed to confirm its structural integrity.